

Основное заводское помещение — это, конечно же, стеклодувная галерея. По сути, это большой, очень высокий и вытянутый в длину рабочий цех. От широко отворяемых жарким летом двустворчатых ворот и до противоположной блочной стены, видимо около, метров пятидесяти.
Ширина составляет около трети его длины, и полностью занята с одной из сторон деревянными продольными стеллажами для заполнения готовой стеклопродукцией. У противоположной стены несколько столов для заключительной монтажной сборки «электросветильниковой» группы. Основное пространство отведено двум большим термопечам для технологического «отжига» поделок из раскалённого стекла.

Эти печи безостановочно и периодически принимают в своё раскалённое чрево, пышущее жаром открытого огня от мощной газовой горелки, рождённые дуновением мастера будущие эксклюзивные шедевры.
Температурный режим печи составляет 450–480°C с двенадцатичасовым понижением до уровня окружающей температуры, позволяет снять физические нагрузки с внешнего слоя стекла и, следовательно, избежать его разрушения. Естественно, выдутое изделие не разваливается на куски (хотя изредка бывает и такое), но просто трескается.
 |
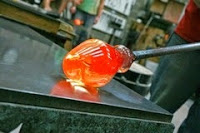
| Печь с расплавленным стеклом |
Частенько в галерее бывает довольно жарко, поэтому на высоту потолка не поскупились. Под самой крышей тянется череда узких окон, отводящих разогретый воздух наружу.
Напротив огромных входных ворот, в самом конце длинной галереи находится «святая святых» — стекловаренная печь, обнесённая слоем термостойкого кирпича и наполненная расплавленной массой жидко-вязкого стекла. Рядом стоит и горизонтально расположенный плавильный горн.

Внутри газового горна стеклодув периодически разогревает стеклозаготовку в кратком процессе её изготовления. Горн зажигается в начале рабочего дня и сразу же гасится в случае отсутствия его надобности. Это вполне естественная экономия газа-пропана. Основная же, плавильная печь прекращает свою адову работу только лишь по окончании сезона.
Перед остановкой на недолгую зиму, стеклодувы выгребают из кирпичной огнеупорной ванны остатки вязкой стекломассы, пышущей жаром. Они орудуют длинными стальными крюками, наворачивая на них, словно карамельный «чупа-чупс», большие шары расплавленного стекла. Их обдирают и, слегка напрягаясь, сбрасывают тут же, в металлический контейнер, обливая водой для разрушения.

Зыбкие облачка обжигающего пара, громкое шипение и слышимый треск крошащейся на бисер стеклянной груды, сопровождают жаркий процесс. Так продолжается более часа. Наконец, мокрые, как бобры, копошащиеся у печи поляки, призывно машут руками, и довольный босс идёт к цистернам перекрывать газ.
Для всех нас это означает, что очередной туристический и рабочий сезон окончен... На следующий день стеклодувы получают полный расчет и торопятся разъехаться по домам. На территории заводика остаётся лишь один албанец, ходящий за хозяйским скотом и собаками. Спустя пару месяцев его сменит вернувшийся из отпуска земляк — «алванос».

Стекло открыто человечеством более пяти тысяч лет тому, а посему в конце следующей весны всё, как и тысячи лет назад возвращается на «круги своя»… и снова загружается стекловарная печь.
Как мы ещё помним из школьного курса химии, стекло получают в результате сплавления трёх основных компонентов: кварцевого песка, известняка и обычной соды. Все остальные добавки, а их немало — это «спецификаторы», которые нет надобности перечислять.

Дабы ускорить в печи обычный процесс варения и испытано обеспечить наибольшую однородность стекломассы, в загружаемую шихту (исходную сырьевую смесь), сразу добавляют около трети бутылочного боя, складируемого на заднем дворе нашей мастерской.
Температура в полторы тысячи градусов делает из этого первичного содержимого расплавленную жижу в течение полусуток. При ещё более высокой температуре — 1600°, удаётся почти полностью избавиться от газообразований — видимых полых мелких пузырьков в теле продукта и добиться большей его прозрачности.

При этом, неплохо бы ещё избежать таких пороков стекла как «свили» и «шлиры». А кроме того, не обнаружить в ванной просто банального мусора, в виде мелких камушков, недоваренных кристаллов и прочего грязе-почвенного «гнуса» — точечных вкраплений типа мошек.
«Свили» напоминают собой микросплетения волокон или отдельных нитей в теле застывшего стекла. Зачастую они появляются при недостаточном перемешивании стеклянной массы и её невысокой однородности. Что касается «шлиров», то это просто огнеупорная крошка в каплях стекла, стекающих со свода и стен печи в рабочий бассейн.

Шлиры, как правило, отличаются тёмно-зелёным цветом из-за повышенного содержания окисла железа. И иногда попадаются в готовых изделиях, очень смахивая своими загнутыми хвостиками на школьные запятые.
Газовые включения обязаны своим появлением не совсем верной выдержке стеклянной массы по окончании долгой плавки. Кроме того, сказывается некачественное размешивание различных участков бурления, низковатая температура проваривания и обычная неравномерность песчаного состава в смысле величины зернистости.

Однако из чрезмерно текучей, ненужно жидкой, пылающей стеклянной «воды», что-либо толковое выдуть и тем более чудно вылепить практически невозможно. А потому, сбрасывая температуру печи на полтысячи градусов, приводят всё её содержимое в состояния вязкости почти гончарной глины.
Эта часть процесса называется «студкой» — то есть регулируемым лёгким охлаждением стекломассы для предстоящего ваяния «шедевров». Первым и основным инструментом мастера, естественно, является стеклодувная трубка. Это нержавеющая сталь, диаметром до восьми миллиметров, с латунным загубником и деревянными теплоизоляционными накладками.
 |
| Инструмент стеклодува |
Кроме того, зачастую ещё используются щипцы, специальные ножницы, пинцет и, конечно же, многочисленный парк массивных металлоформ. В них быстро, с кажущейся изумительной лёгкостью, выдуваются прямоугольные бутылки — штофы или многоугольные графины.
И уж, конечно же, совершено невозможно обойтись без полутораметрового «понтия» — металлического стержня, на который пересаживается выдутая заготовка для окончательной доводки.

Мастер вращает нержавеющий «понтий» вокруг оси, прокатывая его ладонью вперёд–назад по направляющим «подлокотников» рабочего кресла. Привычно раскатывает, словно кухонную качалку, виртуозно, вопреки вредной земной гравитации, вращением чётко удерживая стеклозаготовку в горизонтальном положении.
Постоянно создаваемый им крутящий момент, достаточно легко позволяет стеклодуву «вылепливать» стеклянную форму, подобно мастеру — ваятелю из глины за вращающимся гончарным кругом. Для этого процесса, кроме полутораметровой стеклодувной трубки и «понтия», понадобится ещё один неотъемлемый инструмент специалиста — деревянная лопатка.

Зауженный конец её рукоятки стеклодув вводит в технологическое отверстие стеклозаготовки — выдутого раскалённого шара, превращая его в кубок, стакан, пиалу или бутылочное горлышко.
Изначально стекломасса набирается из печной ванны на срез оконечника инструментальной трубки в виде, так называемой, бесформенной «порции».
Специалист раскатывает вязкий сгусток на ровной стальной плите, покрытой воском, что позволяет стеклу не прилипать к поверхности. Обильная восковая натирка вспыхивает при соприкосновении с раскалённой массой, и это ещё одна деталь, впечатляющая туристов.
Бригада стеклодувов состоит из четырёх человек. Первый из них, серб — это подмастерье. Его дело набрать в печи порцию стекла, сделать аккуратный накатыш и выдуть «баночку». По форме и размеру заготовка действительно являет собой полное подобие обычной медицинской банки, предназначенной для борьбы с простудой.
Бригада стеклодувов состоит из четырёх человек. Первый из них, серб — это подмастерье. Его дело набрать в печи порцию стекла, сделать аккуратный накатыш и выдуть «баночку». По форме и размеру заготовка действительно являет собой полное подобие обычной медицинской банки, предназначенной для борьбы с простудой.

Перед сербом стоят на плите — две пиалы с сухими порошковыми красителями разного цвета. Поочерёдно, противоположными сторонами «баночки» он погружает её в содержимое одной, а затем другой ёмкости.
В итоге из невзрачной заготовки будет выдут кубок с красно-синими боками. Трубку с готовой баночкой подмастерье вешает на кронштейн, стоящий у печи. В течение полутора минут она будет остывать в вертикальном положении — заготовкой вниз, готовая принять на себя второй слой стекломассы.
Второй стеклодув, мастер–поляк, должен выдуть из баночки кубок и пересадить его на «понтий» третьего участника технологической цепочки. Через полторы минуты он снимает с кронштейна висящую трубку (с уже остывшей «баночкой») и наворачивает на неё вторую порцию контрастно раскалённой стекломассы.

Спустя ещё одну минуту, вновь выдутый кубок передаётся третьему мастеру и всё начинается сначала. Приклеив раскалённый в горне пятачок «понтия» к дну кубка и проведя смоченной водой пластиной-резаком границу откола, специалист легким щелчком отделяет заготовку от трубки.
Завершив свою часть работы, он передаёт уже готовый кубок четвёртому участнику цепочки. Мастер просто надевает его на удерживаемый рукой последнего, деревянный пал и легким щелчком отделяет от металлического стержня.
Подсобному рабочему остаётся только забросить изготовленный кубок в пылающее нутро «холодильника». По окончании рабочей смены, печь для отпуска стекла будет погашена, а спустя двеннадцать часов разгружена и подготовлена к следующему рабочему дню.
































